Непревзойдённая гибкость проектирования и объединение деталей
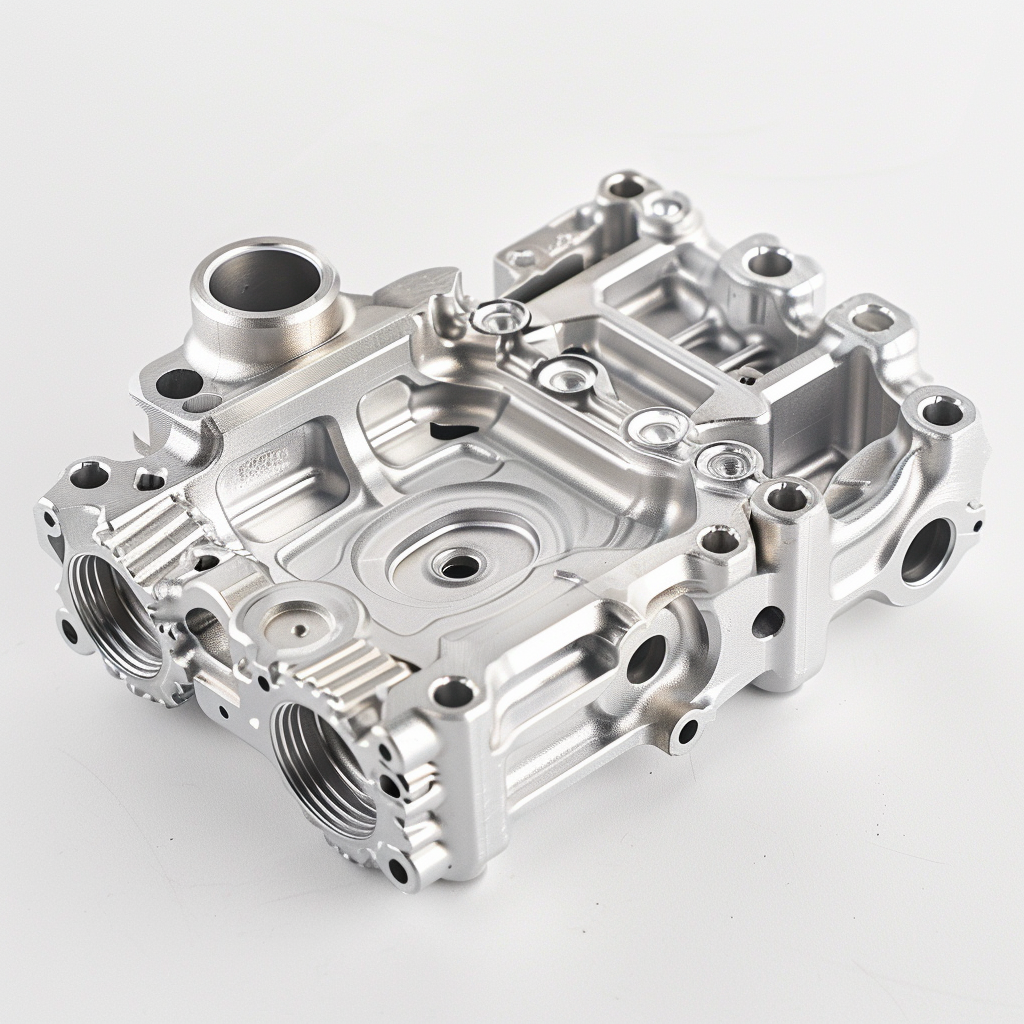
Экспертные производители алюминиевых отливок обеспечивают изготовление высокосложных компонентов, близких по форме к готовому изделию, которые невозможно или чрезвычайно дорого получить другими методами. Это позволяет значительно сократить количество деталей в сборке. Например, узел, состоящий из нескольких штампованных, обработанных механическим способом и соединённых крепёжными элементами частей, зачастую может быть интегрирован в одну прочную алюминиевую отливку. Такой подход снижает спецификацию комплектующих, минимизирует трудозатраты и время на сборку, уменьшает количество потенциальных точек отказа и повышает общую конструктивную целостность. Производители достигают этого за счёт передовых методов проектирования форм и строгого контроля технологического процесса, позволяющих получать тонкие стенки толщиной до 0,5 мм, сложные рёбра жёсткости, выступы (боссы) и даже литые резьбы или логотипы. В результате получается более лёгкая, прочная и надёжная деталь, производимая по высококонкурентной себестоимости единицы, особенно при объёмах свыше 10 000 штук.