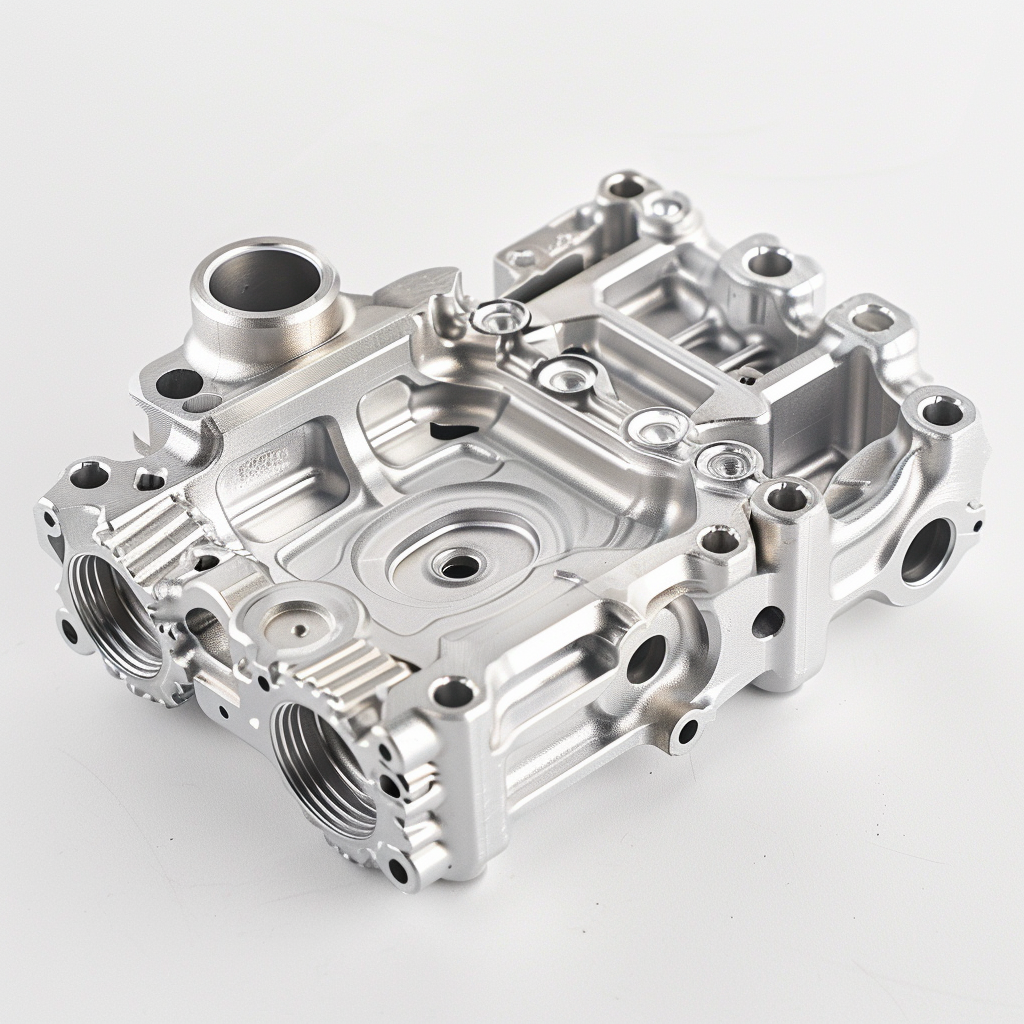
Ungeschlagene Gestaltungsfreiheit und Teileintegration
Experte für Aluminium-Druckguss ermöglichen die Herstellung hochkomplexer, nahezu fertigungsähnlicher Komponenten, die mit anderen Verfahren unmöglich oder unverhältnismäßig teuer wären. Dadurch lässt sich eine erhebliche Teilekonsolidierung erreichen. So kann beispielsweise eine Baugruppe aus mehreren gestanzten, bearbeiteten und verschraubten Einzelteilen häufig in ein einziges, robustes Aluminium-Druckgussteil integriert werden. Diese Fähigkeit reduziert die Stückliste, minimiert Montageaufwand und -zeit, senkt potenzielle Ausfallstellen und verbessert die gesamte strukturelle Integrität. Die Hersteller erreichen dies durch fortschrittliches Formendesign und präzise Prozesskontrolle, die auch die Herstellung von Wandstärken ab 0,5 mm, komplexen Rippen, Aussparungen sowie eingeformten Gewinden oder Logos ermöglichen. Das Ergebnis ist eine leichtere, festere und zuverlässigere Komponente, die zu äußerst wettbewerbsfähigen Einzelstückkosten gefertigt wird – insbesondere bei Mengen ab 10.000+ Stück.