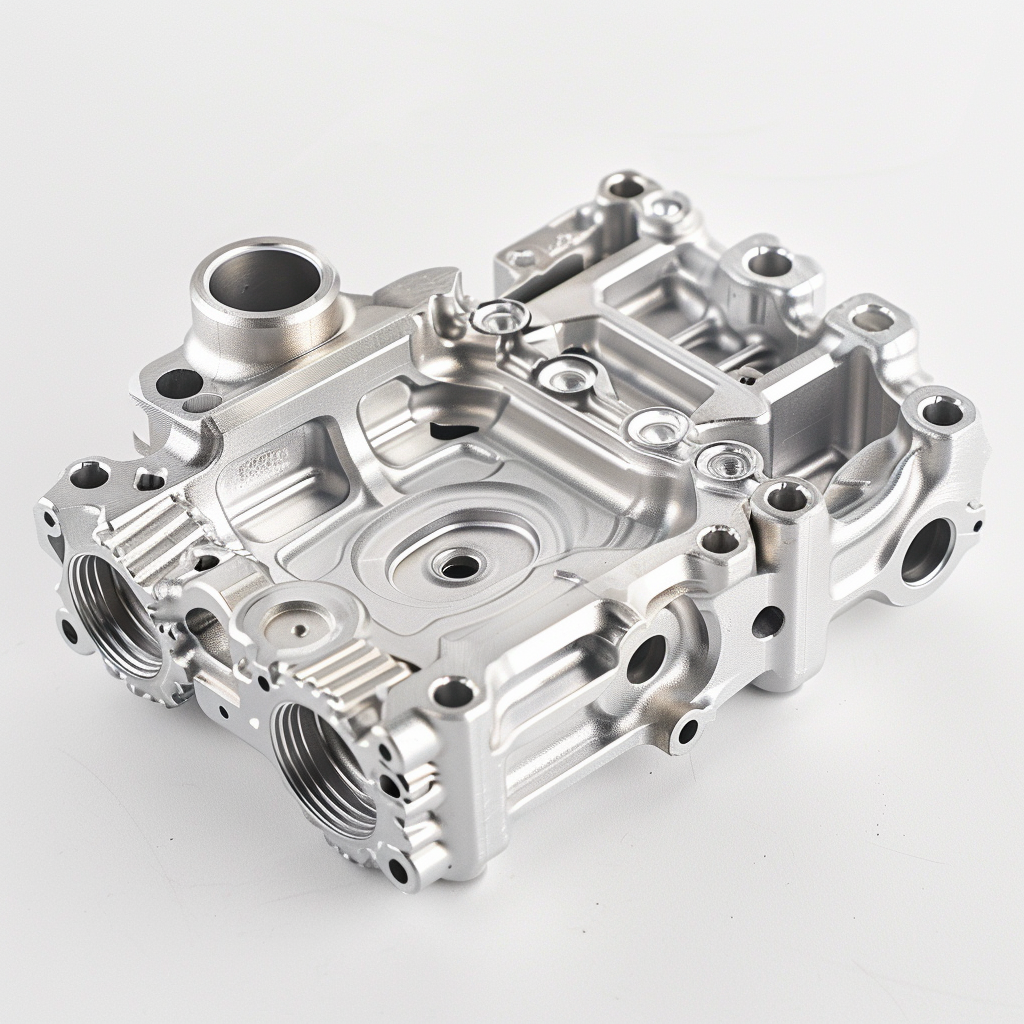
Flessibilità progettuale senza pari e consolidamento dei componenti
I produttori esperti di fusioni in alluminio consentono la produzione di componenti altamente complessi, con forma quasi definitiva (near-net-shape), che risulterebbero impossibili o proibitivamente costosi con altri metodi. Ciò permette una significativa riduzione del numero di parti. Ad esempio, un insieme composto da più elementi stampati, lavorati meccanicamente e fissati mediante viti può spesso essere integrato in un’unica fusione in alluminio robusta. Questa capacità riduce la lista dei materiali necessari (bill of materials), minimizza il lavoro e il tempo richiesti per l’assemblaggio, diminuisce i potenziali punti di guasto e migliora l’integrità strutturale complessiva. I produttori raggiungono tale risultato grazie a una progettazione avanzata degli stampi e a un rigoroso controllo del processo, in grado di realizzare pareti sottili fino a 0,5 mm, nervature intricate, rilievi (bosses) e persino filettature o loghi incorporati direttamente nella fusione. Il risultato è un componente più leggero, più resistente e più affidabile, prodotto a un costo unitario altamente competitivo, specialmente per volumi superiori a 10.000 pezzi.