Ongeëvenaarde ontwerpvrijheid en onderdeelintegratie
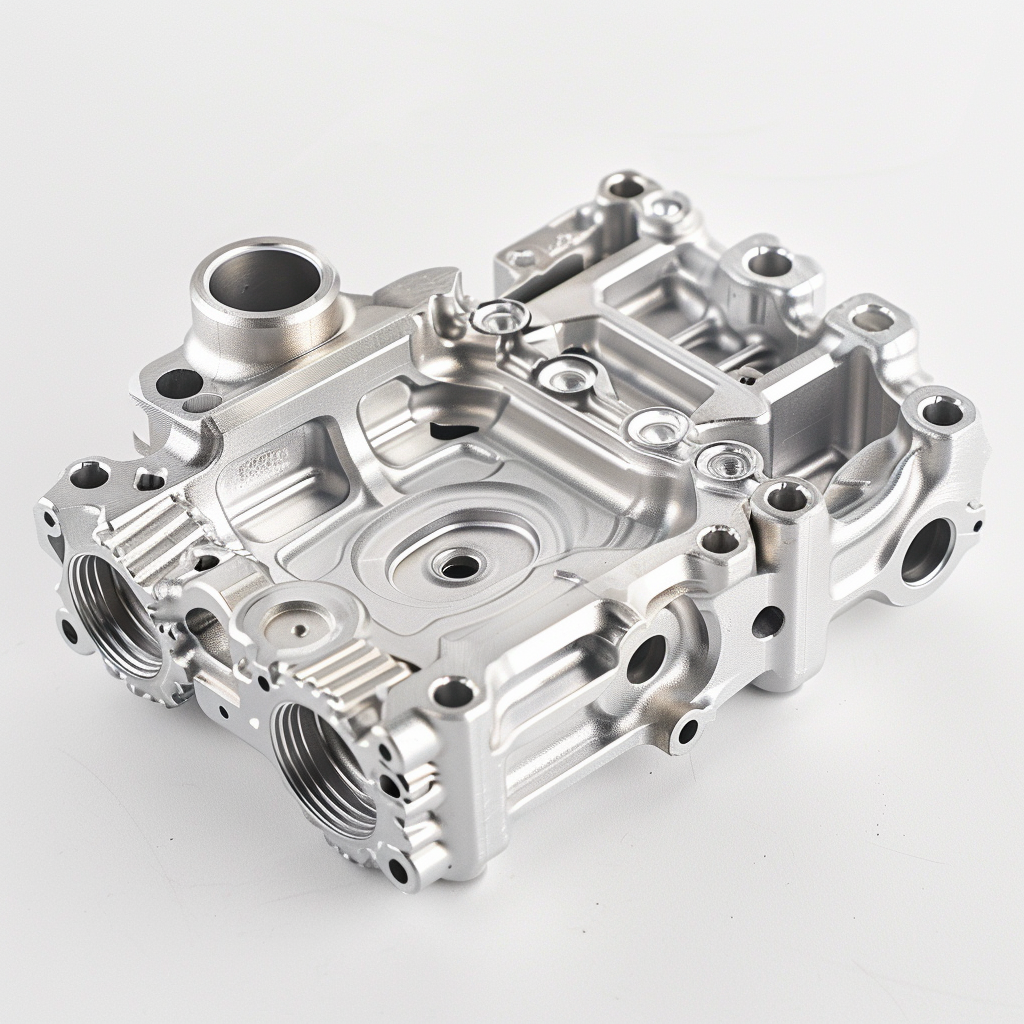
Deskundige aluminiumgietfabrikanten maken de productie mogelijk van zeer complexe, bijna-net-vormgegeven onderdelen die met andere methoden onmogelijk of buitensporig duur zijn. Dit maakt een aanzienlijke consolidatie van onderdelen mogelijk. Bijvoorbeeld: een assemblage bestaande uit meerdere geperste, bewerkte en bevestigde delen kan vaak worden geïntegreerd in één robuust aluminiumgietstuk. Deze mogelijkheid vermindert de stuklijst, minimaliseert de montage-arbeid en -tijd, verlaagt het aantal mogelijke foutpunten en verbetert de algehele structurele integriteit. Fabrikanten bereiken dit door middel van geavanceerd matrijsontwerp en procescontrole, waarmee wanddiktes tot 0,5 mm, ingewikkelde ribben, uitsteeksels (bosses) en zelfs gegoten inwendige schroefdraad of logo’s kunnen worden geproduceerd. Het resultaat is een lichter, sterker en betrouwbaarder onderdeel dat tegen een zeer concurrerende stukprijs wordt vervaardigd, vooral bij volumes van meer dan 10.000 stuks.