Nieporównywalna elastyczność projektowa i konsolidacja części
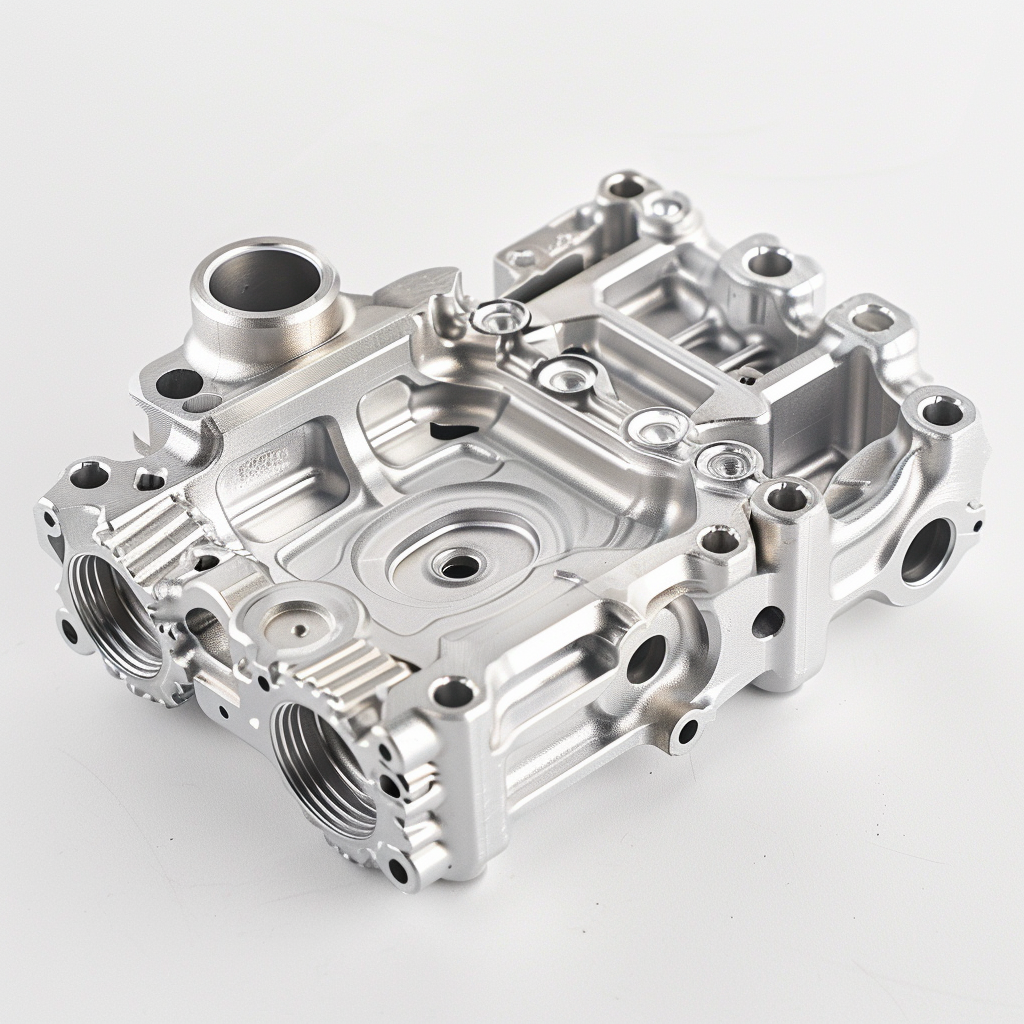
Ekspertyczni producenci odlewów z aluminium umożliwiają wytwarzanie wysoce złożonych elementów o kształcie bliskim gotowemu, które są niemożliwe do wykonania lub nieopłacalne kosztowo przy użyciu innych metod. Pozwala to na znaczne skonsolidowanie liczby części. Na przykład zespół składający się z wielu elementów wykonanych metodą tłoczenia, frezowania i łączenia za pomocą elementów złącznych można często zintegrować w pojedynczy, wytrzymałym odlew z aluminium. Dzięki tej możliwości zmniejsza się listę materiałów potrzebnych do produkcji (BOM), minimalizuje się nakład pracy oraz czas montażu, obniża się liczbę potencjalnych punktów awarii oraz poprawia się ogólna integralność konstrukcyjna. Producentom udaje się tego dokonać dzięki zaawansowanemu projektowaniu form i ścisłej kontroli procesu produkcyjnego, pozwalającemu na wytwarzanie cienkich ścian o grubości nawet 0,5 mm, skomplikowanych żeber, występów oraz nawet gwintów lub logo odlewanych bezpośrednio w materiale. Wynikiem jest lżejszy, wytrzymałszy i bardziej niezawodny element, produkowany w bardzo konkurencyjnej cenie jednostkowej, szczególnie przy nakładach przekraczających 10 000 sztuk.