Компания Dongguan BIE Hardware Co., Ltd, основанная в 2017 году, является вертикально интегрированным предприятием точного машиностроения, обслуживающим глобальных OEM- и промышленных заказчиков первого эшелона. Расположенная в посёлке Фэнган города Дунгуань провинции Гуандун, компания управляет современным производственным комплексом площадью более 3000 квадратных метров, оснащённым машинами для литья под давлением высокой грузоподъёмности (от 280 до 1800 тонн), многокоординатными станками с ЧПУ, автоматизированными роботизированными системами перемещения заготовок, линиями отделки поверхностей, а также полностью укомплектованной собственной лабораторией контроля качества.
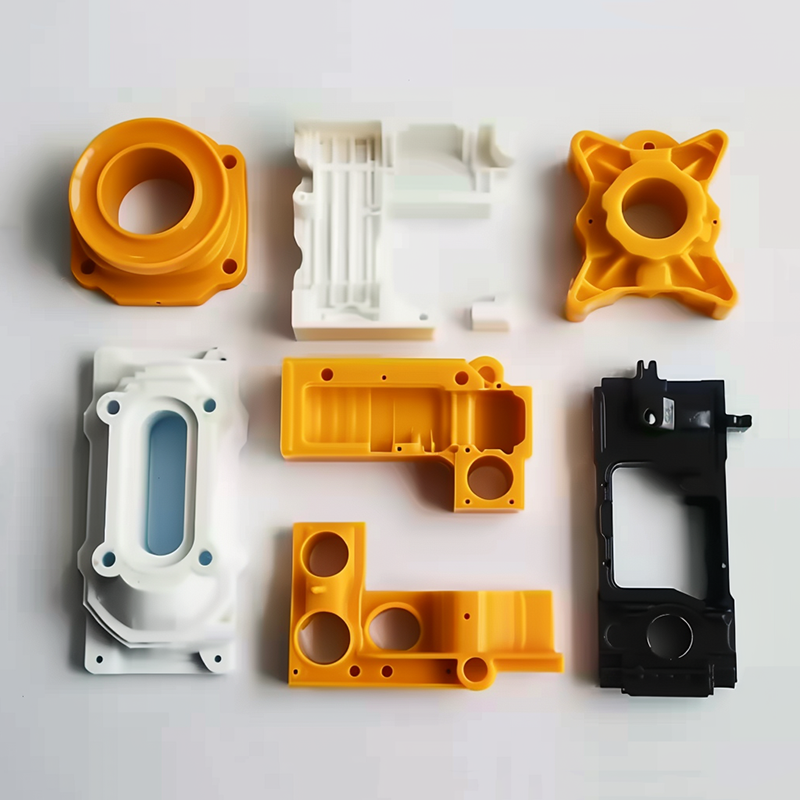
Производственные процессы литья под давлением компании BIE построены на принципах интеллектуального производства. Каждая литейная ячейка оснащена системами вакуумной откачки, замкнутой системой терморегулирования, роботизированной системой извлечения отливок и автоматизированной системой обрезки непосредственно в линии. Точность давления впрыска поддерживается в пределах ±1,5 %, а отклонение температуры пресс-формы не превышает ±2,5 °C, что обеспечивает стабильное металлургическое качество и геометрическую стабильность изделий. Годовая производственная мощность литья под давлением превышает 2,5 млн точных компонентов, используемых в картерах трансмиссий автомобилей, корпусах электронного оборудования, теплоотводящих радиаторах для осветительных приборов, рамах медицинского оборудования и модулях промышленной автоматизации.
Система управления качеством соответствует стандартам ISO 9001:2015 и поддерживается цифровыми системами прослеживаемости, связывающими партии сырья, параметры производственных процессов, данные контроля и записи о конечных поставках. Управление экологическими аспектами и охраной труда соответствует требованиям сертификатов ISO 14001 и ISO 45001, что снижает операционные риски и обеспечивает соответствие нормативным требованиям в международных цепочках поставок. Все материалы соответствуют требованиям директивы RoHS в части контроля опасных веществ.
Инфраструктура контроля BIE включает координатно-измерительные машины с точностью до 0,002 мм, оборудование для неразрушающего рентгеновского контроля, системы металлографического анализа, камеры солевого тумана, твёрдомеры, установки для испытаний на растяжение и анализаторы шероховатости поверхности. Доля первичных образцов, прошедших одобрение, превышает 98 %, а уровень дефектов при зрелом производстве остаётся ниже 350 ppm. Инженерные команды выполняют моделирование течения расплава в форме, оптимизацию литниковой системы, анализ теплового баланса и проверку технологичности конструкции (DFM), что сокращает циклы разработки примерно на 30 %.
Единая производственная мощность компании объединяет литье под давлением, фрезерную и токарную обработку на станках с ЧПУ, изготовление изделий из листового металла, литьё под давлением пластмасс, отделку поверхностей и окончательную сборку в рамках единой операционной структуры. Такая интеграция снижает сложность логистики, сокращает сроки выполнения заказов и повышает стабильность качества для международных клиентов. Сроки изготовления оснастки обычно составляют от 20 до 35 дней в зависимости от сложности.
Послепродажное обслуживание включает техническую поддержку 7×24, анализ и оптимизацию производственных процессов, прослеживаемость гарантийных обязательств, отчёты по непрерывному совершенствованию и планирование бесперебойного обеспечения поставок. Показатель своевременной доставки стабильно превышает 97 % при ежегодных объёмах поставок в Европу и Северную Америку. Постоянные инвестиции в автоматизацию, цифровые системы управления производством (MES), энергоэффективные печи и инициативы в области «зелёного» производства укрепляют долгосрочную устойчивость и операционную надёжность BIE.