
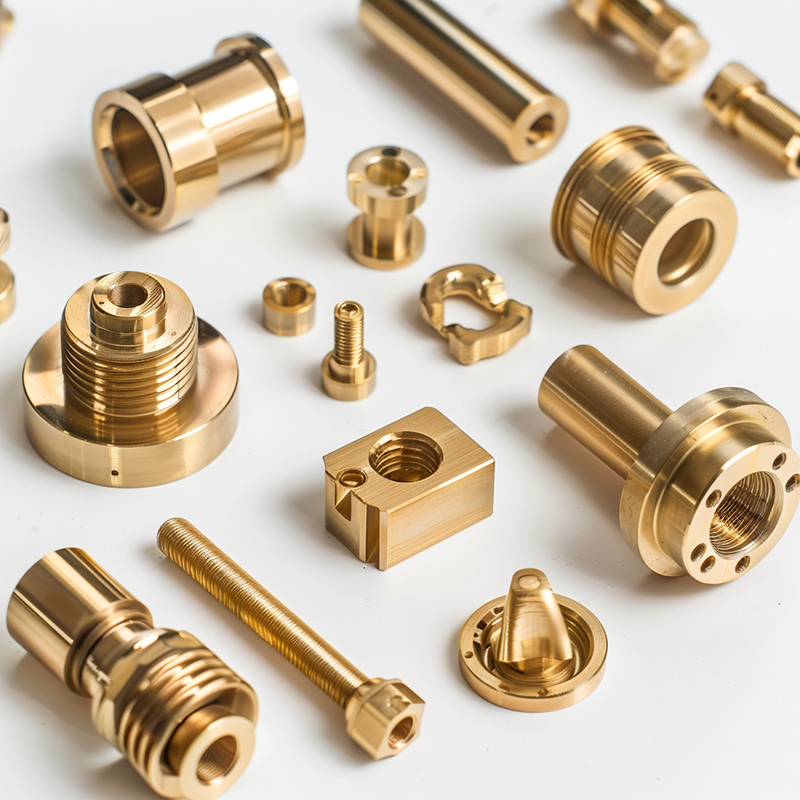



لماذا توجد فروق كبيرة في الأسعار بين مصنّعي أجزاء التشغيل بالتحريك العددي (CNC) لدى الموردين المختلفين؟
في عالم التشغيل الدقيق، يواجه مسؤولو المشتريات غالبًا سيناريو محيرًا: فنفس رسم الجزء يتلقى عروض أسعارٍ متباينة جدًّا من عدة موردين. وفي الأسبوع الماضي، أرسل مهندس ملف CAD ثلاثي الأبعاد لعمود التوصيل إلى ثلاثة...
عرض المزيد





