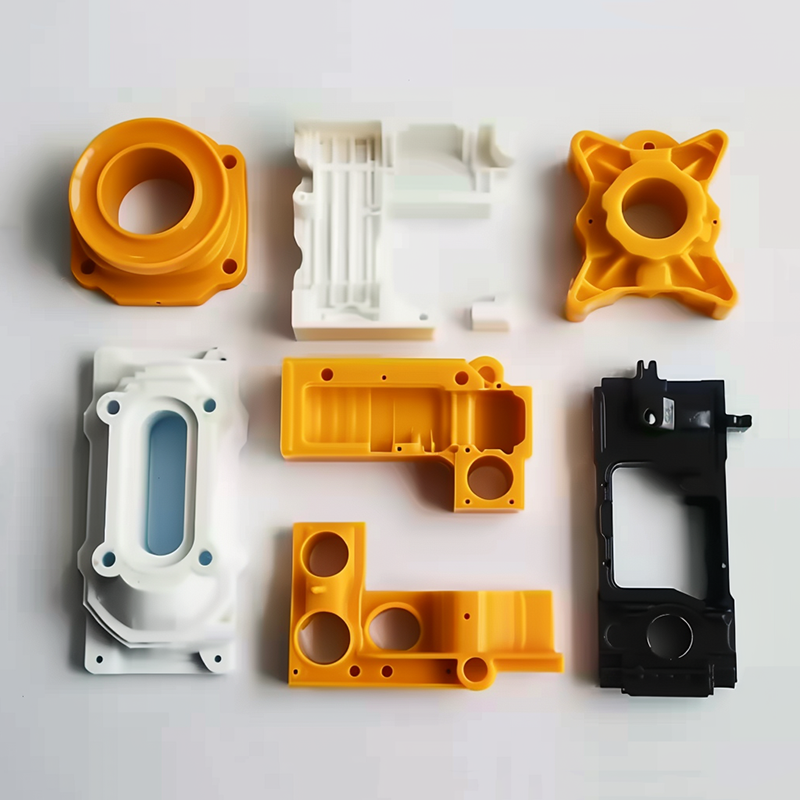
Fondata nel 2017, Dongguan BIE Hardware Co., Ltd si è sviluppata in un’impresa manifatturiera di precisione verticalmente integrata, che fornisce servizi a clienti OEM e industriali a livello globale. Situata nella città di Fenggang, a Dongguan, all’interno di uno dei più maturi distretti manifatturieri della Cina, l’azienda gestisce un moderno impianto produttivo di oltre 3.000 metri quadrati, dotato di linee automatizzate per la pressofusione dell’alluminio, centri di lavorazione CNC, sistemi per la lavorazione della lamiera e capacità di stampaggio ad iniezione della plastica.
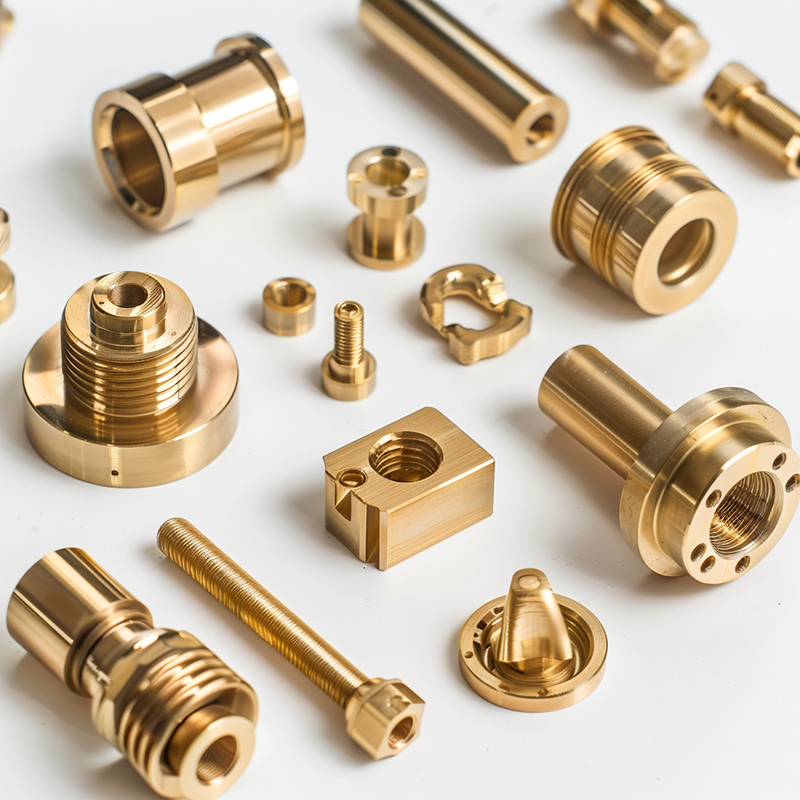
BIE dispone di un portafoglio diversificato di attrezzature, che include macchine per la pressofusione in alluminio da 180 T a 1.000 T, centri di lavoro multiasse, stazioni robotizzate per la rifilatura, linee automatizzate per la sbavatura e celle di ispezione in linea. Questa configurazione supporta l’esecuzione completa di progetti, dalla realizzazione degli stampi, alla validazione dei prototipi, alla produzione pilota, alla produzione in volume, alla finitura superficiale e al montaggio finale. La capacità produttiva annuale supera diversi milioni di componenti, garantendo una fornitura stabile per programmi industriali a lungo termine.
La competenza ingegneristica è un vantaggio strategico. BIE applica la simulazione del flusso di materiale nello stampo, l'analisi dell'equilibrio termico e la validazione strutturale durante lo sviluppo del prodotto per ottimizzare i sistemi di immissione, ridurre al minimo il rischio di porosità ed estendere la vita utile dello stampo oltre le 500.000 cicli, a seconda della lega selezionata. I sistemi digitali di gestione della produzione monitorano in tempo reale la velocità di iniezione, la temperatura, la pressione e la stabilità del ciclo, riducendo i tassi di difettosità di oltre il 25 percento su base annua.
I sistemi di gestione della qualità sono conformi agli standard ISO 9001:2015, ISO 14001:2015, ISO 45001:2018 e alle direttive RoHS. Il laboratorio di ispezione integra macchine di misura a coordinate, sistemi di misurazione ottica, spettrometri, camere per prova nebbia salina e attrezzature per prove meccaniche. Il controllo statistico di processo garantisce una stabilità del CpK superiore a 1,33 per le dimensioni critiche nell’ambito della produzione seriale. I sistemi di tracciabilità consentono il monitoraggio completo del lotto, dalla materia prima alla spedizione.
Le pratiche di sostenibilità privilegiano il riciclo chiuso dell’alluminio, raggiungendo un tasso di utilizzo del materiale superiore al 95 percento. I forni fusori ad alta efficienza energetica riducono il consumo elettrico per tonnellata di circa il 20 percento. I sistemi di riciclo dell’acqua minimizzano lo scarico ambientale mantenendo al contempo la stabilità del raffreddamento.
Il servizio clienti integra consulenza ingegneristica, preventivi rapidi entro 24 ore, consegna dei prototipi entro 7–15 giorni lavorativi, supporto nella redazione della documentazione PPAP e assistenza tecnica disponibile 24 ore su 24, 7 giorni su 7. Partnership logistiche strategiche garantiscono consegne stabili in Europa e Nord America. Investendo costantemente nell’automazione, nelle infrastrutture digitali per il controllo qualità e nella formazione del personale, BIE si posiziona come un partner affidabile nella produzione di getti d’alluminio mediante pressofusione, in grado di offrire qualità scalabile e valore a lungo termine.