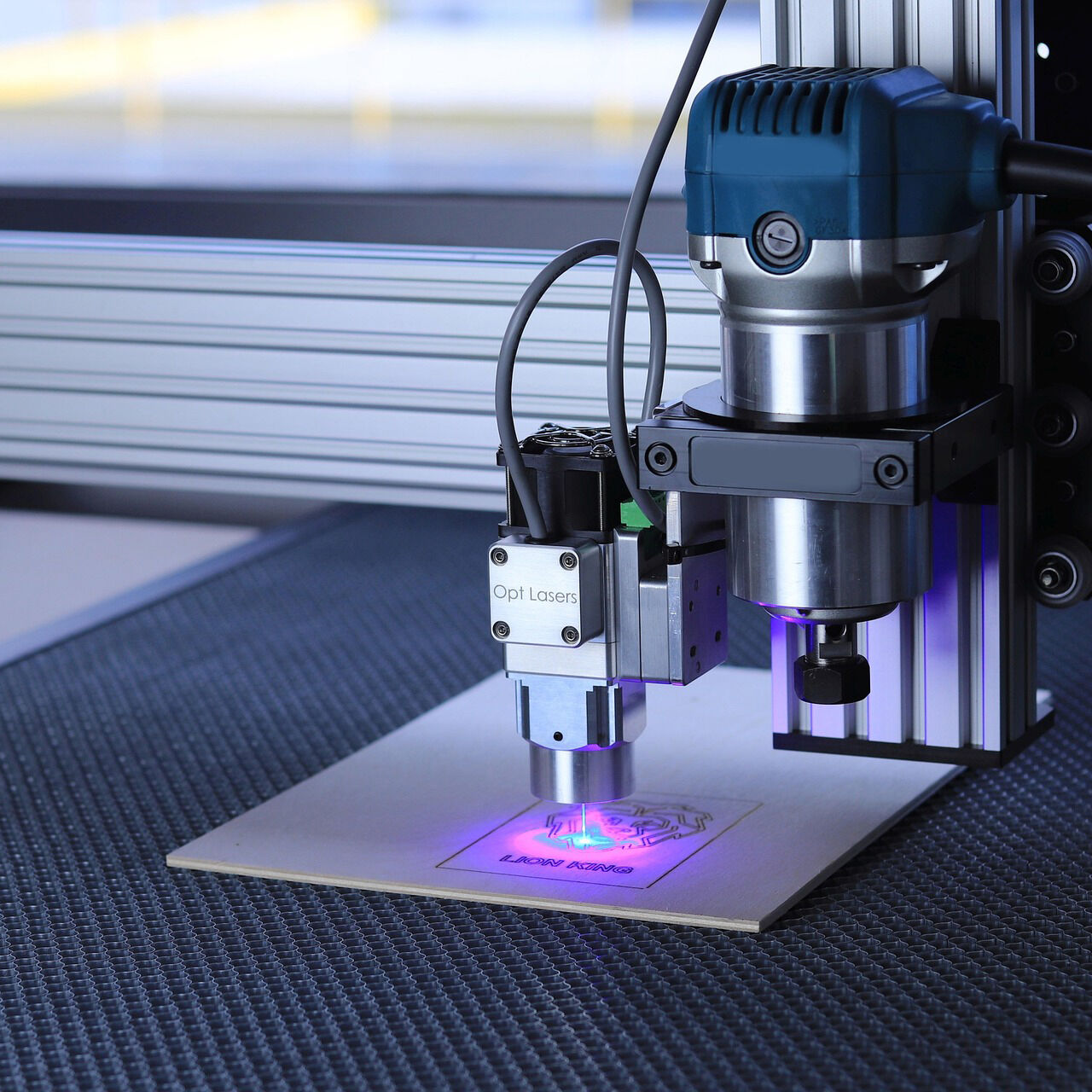
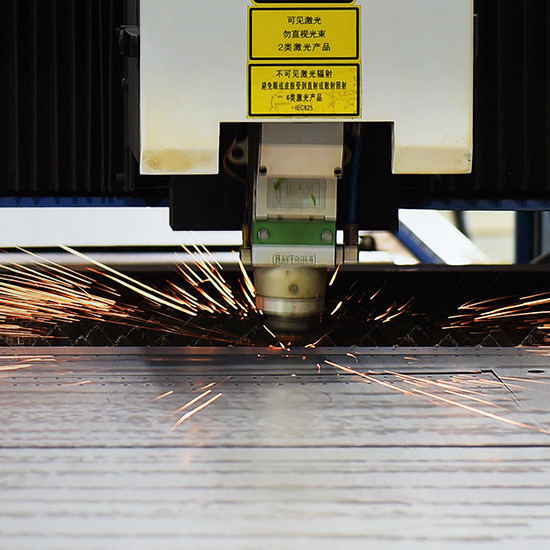
شركة دونغقوان بي آي إي للمعدن المحدودة هي مؤسسة تصنيع دقيقة متكاملة رأسياً، تأسست عام 2017، ومقرها الاستراتيجي في بلدة فنغغانغ بمدينة دونغقوان، إحدى أكثر التجمعات الصناعية نضجاً في الصين في مجال التصنيع المتقدم. وتُدار الشركة من منشأة إنتاج حديثة تزيد مساحتها على ٣٠٠٠ متر مربع، وطورت بيئة تصنيع شاملة تشمل: القطع والثني بالليزر، والتشغيـل باستخدام ماكينات التحكم الرقمي (CNC)، وتصنيع صفائح المعادن، وصب القوالب تحت الضغط، والقولبة الحقنية للبلاستيك، والتشطيب السطحي، والتجميع الميكانيكي.
تعمل المصنع بأكثر من ٤٠ جهاز إنتاج متقدم، بما في ذلك أنظمة قطع الليزر الألياف عالية القدرة التي تصل إلى ١٢ كيلوواط، ومراكز التشغيل العددية متعددة المحاور (CNC)، وآلات الثني الآلية المزودة بأنظمة تصحيح الزوايا، ومحطات اللحام الروبوتية، ومعدات الفحص الدقيقة مثل أجهزة قياس الإحداثيات ثلاثية الأبعاد (CMMs)، والمجاهر البصرية الإسقاطية، وأجهزة قياس خشونة السطح. وتتجاوز الطاقة الإنتاجية السنوية ٣ ملايين عنصر دقيق، مما يدعم كلاً من برامج تطوير النماذج الأولية والإنتاج الضخم لعملاء الشركات المصنعة الأصلية (OEM) الدوليين.
إن سير عمل الإنتاج لدى شركة BIE رقمي بالكامل. ويتم دمج الرسومات التي يقدمها العملاء بصيغتي DXF أو DWG أو STEP أو SolidWorks مباشرةً في أنظمة التصنيع بمساعدة الحاسوب (CAM) لتنفيذ عمليات الترتيب التلقائي (nesting)، وتحسين مسارات الأدوات، والمحاكاة الزمنية الفعلية للعمليات. وهذا يقلل من معدلات الأخطاء البرمجية بنسبة تزيد على ٣٥٪، ويختصر متوسط زمن التسليم بنسبة تتراوح بين ٢٠٪ و٤٠٪. كما يتم التحكم في إمكانية تعقب المواد عبر أنظمة تتبع الدفعات المتوافقة مع معايير توثيق العمليات وفقاً لمعيار ISO 9001.
تُدمج ضمان الجودة في كل مرحلة من مراحل التصنيع. وتخضع المواد الخام الداخلة للتحقق من تركيبها الكيميائي والفحص البُعدي. ويشمل التحكم في جودة العمليات الجارية فحص العينة الأولى، ومراقبة الإحصاءات العملية (SPC)، والمعايرة الدورية لأدوات القياس وفقًا لمبادئ إمكانية التتبع المحددة في المواصفة القياسية ISO 17025. أما الفحص النهائي فيعتمد على التحقق البُعدي باستخدام آلة قياس الإحداثيات (CMM) واختبار الأداء الوظيفي لضمان المطابقة مع الرسومات التصميمية الخاصة بالعميل والمعايير الدولية.
تحتفظ شركة BIE بجميع شهادات الاعتماد الكاملة، ومنها شهادة ISO 9001:2015 لإدارة الجودة، وشهادة ISO 14001:2015 لإدارة البيئة، وشهادة ISO 45001:2018 للصحة والسلامة المهنية، وتوافقها مع متطلبات توجيه القيود على استعمال المواد الخطرة (RoHS). وتؤكد هذه الشهادات التزام شركة BIE بالامتثال التنظيمي، والتصنيع المستدام، وسلامة العاملين في أسواق التصدير بأوروبا وأمريكا الشمالية.
من منظور سلسلة التوريد، تحافظ شركة BIE على شراكات استراتيجية طويلة الأجل مع مصانع المواد الخام المعتمدة ومزودي خدمات اللوجستيات، مما يضمن استقرار أسعار المواد والالتزام بجداول التسليم الموثوقة. وتتجاوز أداء التسليم في الوقت المحدد باستمرار نسبة 96٪ سنويًا. وتقدّم فرق الدعم الهندسي تحسينات في تصميم القابلية للتصنيع (DFM)، وتحليل خفض التكاليف، واستشارات اختيار المواد خلال المراحل المبكرة من المشروع، ما يمكن العملاء من تحقيق تصاميم مُحسَّنة قبل الإنتاج الضخم.
تشمل خدمات ما بعد البيع الدعم الفني على مدار 24 ساعة يوميًّا و7 أيام أسبوعيًّا، ودوائر تغذية عكسية موثَّقة للجودة، وإعداد تقارير الإجراءات التصحيحية، وإمكانية تتبع قطع الغيار على المدى الطويل. أما بالنسبة لبرامج الإنتاج المتكررة، فإن شركة BIE تحتفظ ببيانات الأدوات المحفوظة والسجلات الرقمية للإنتاج لضمان التكرار المتسق عبر دورات التوريد السنوية.
الرؤية طويلة المدى لشركة BIE تتمثل في بناء منصة عالمية موثوقة للتصنيع، تجمع بين الهندسة الدقيقة والأتمتة الذكية والإنتاج المستدام، مما يمكن العملاء من التوسع بكفاءة مع الحفاظ على جودة قابلة للتنبؤ بها والتحكم في التكاليف.